立科模型公司
立科模型公司
你要精准控制软胶手板复模的邵氏硬度和按键包胶效果,必须严选原材料,合理调整配比,细致把控工艺参数。你可以根据产品需求,优化模具设计,制定科学的质量检测流程。你还要关注每一个细节,确保成品手感和外观达到最佳标准。
核心要点
- 选择高质量原材料,确保软胶手板的邵氏硬度和包胶效果达到标准。
- 优化模具设计和工艺参数,提升生产效率和产品质量。
- 严格控制复模过程中的温度和压力,避免气泡和表面缺陷。
- 定期进行硬度检测,及时调整工艺以确保产品一致性。
- 实施双重检测机制,提升质量控制和生产安全,确保客户满意度。
软胶手板复模工艺流程与硅胶打样步骤

高精度原型制作与硅胶模具准备
你在进行软胶手板复模时,首先要制作高精度原型。原型的质量直接决定了后续硅胶模具和最终手板的品质。你需要确保原型的尺寸精度、表面质量和细节都能满足设计要求。这样,硅胶复模加工才能精准复制原型件的结构和纹理,获得高质量的手板件。
在硅胶模具准备过程中,你要关注以下几个关键参数:
- 模具精度:模具的精度会直接影响成品的尺寸和外观。
- 成型工艺:选择合适的成型工艺并优化参数,可以提升生产效率和产品质量。
- 材料选择与配比:根据产品性能要求,科学选择硅胶材料并进行合理配比。
- 质量检测体系:建立完善的检测流程,对每批产品严格把关,确保符合标准。
你在硅胶打样时,常常会遇到一些工艺难点:
- 被包胶件的定位
- 模具结构复杂性
- 温度控制
- 偏位漏五金
这些问题如果处理不当,会影响软胶手板复模的整体效果。
真空复模材料选择与PU硅胶精准配比
你在真空复模环节,需要根据产品的性能和结构,选择合适的硅胶或聚氨酯材料。不同材料的收缩率、固化时间和力学性能各不相同。你要精准匹配材料,否则容易出现尺寸误差或表面质量问题。
聚氨酯材料在固化时会发生体积收缩,成品尺寸与母模可能存在细微偏差。对于高精度零件,这是一大挑战,可能需要后期校正。复杂几何或薄壁结构的零件在脱模时容易变形或损坏,甚至需要重新制作模具。
你还要严格控制复模过程中的温度、压力和固化时间。稍有偏差,产品就可能出现气泡、表面不平整或颜色不均匀,影响最终软胶手板复模的外观和性能。
小贴士:硅胶模具一般只能使用20-25次,使用次数增加会导致精度和表面质量下降。大批量生产时,你要合理安排模具制作计划,避免成本和时间浪费。
手板复模邵氏硬度精准控制方法
软胶配比调节对SHORE A硬度的影响
你在软胶手板复模过程中,必须精准控制原材料的配比。不同的主剂与固化剂比例会直接影响成品的邵氏硬度。你可以通过调整配比,获得所需的SHORE A硬度范围。实际生产中,配比误差会导致硬度不一致,模具加工误差也会以1:1比例传递到产品。例如,当模具型腔加工精度达到IT6级(公差0.01mm),注塑件合格率可达99.2%。如果精度降至IT8级(0.04mm),合格率会骤降至85%。你要严格把控每一步,确保软胶手板复模的硬度一致性和高合格率。
真空复模加工温度与固化工艺参数调控
你在真空复模时,需要关注加工温度和固化时间。最佳控制温度区间为180±5℃,常用的上限温度为250℃。你要根据材料特性,设定合适的固化时间和温度,避免因温度过高或过低导致硬度偏差。合理的工艺参数可以提升软胶手板复模的稳定性和产品性能。
成品硬度检测与固化后二次调整
你完成软胶手板复模后,必须对成品进行硬度检测。常用的检测仪器有:
- 触摸屏显微硬度计
- 邵氏硬度计
- 巴氏硬度计
- 果实硬度计
- 内孔硬度计
- 里氏硬度计
- 洛氏硬度计
你还要参考JB6148-92、ASTM和JIS等标准,确保检测结果权威可靠。如果发现硬度偏差,可以采用二次调整方法。常见的二次调整方法如下表:
| 方法 | 说明 | 效果 |
|---|---|---|
| 提高固化温度 | 高温促进交联密度,每升高10℃硬度增加1-2 Shore A。 | 硬度增加1-2 Shore A |
| 分层固化技术 | 对厚模具分次固化,避免内应力导致硬度不均。 | 硬度均匀 |
| 二次硫化 | 在150-200℃下处理2-4小时,消除残余挥发物,硬度提升5%-8%。 | 硬度提升5%-8% |
| 表面涂层 | 喷涂聚氨酯或环氧树脂,硬度可达Shore D级别(如80D)。 | 硬度达到Shore D级别 |
| 物理压缩 | 施加短期高压,分子链定向排列可提高局部硬度。 | 局部硬度提高 |
小贴士:你可以使用全自动邵氏硬度计进行精密测量,适用于不同硬度范围的材料,广泛应用于生产和质量控制环节。
按键包胶工艺要点与双色包胶设计
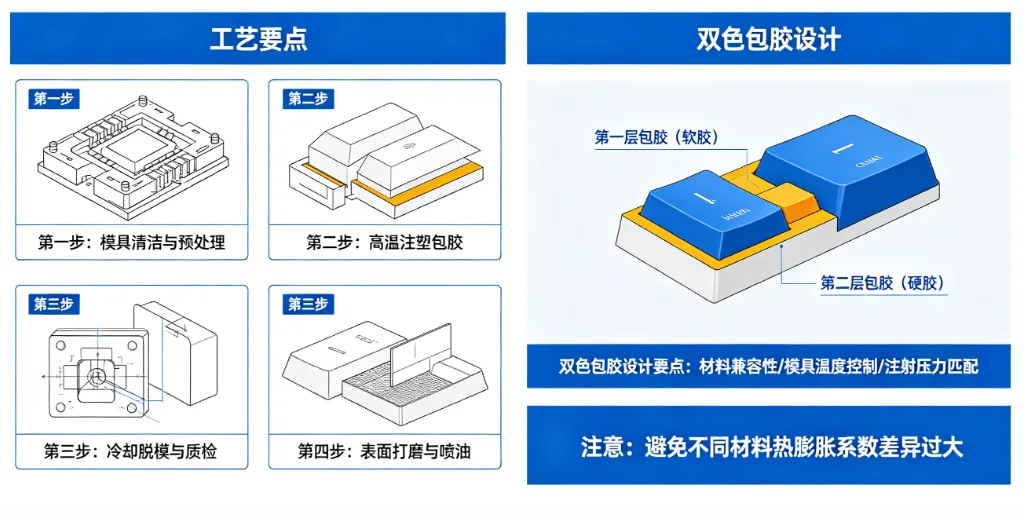
包胶手板模型结构设计与模具规范
你在设计包胶手板模型时,必须优先考虑结构的合理性。模具规范直接影响双色包胶的成型精度和产品一致性。你要确保模具分型线清晰,避免包胶区域出现错位。双色包胶设计时,常见技术难点包括:
- 材料的极性匹配
- 熔体温度控制
- 分子链段的良好互溶
你可以通过优化模具结构,提升包胶区域的结合力和外观质量。
多色或硬软胶包胶结合工艺与附着力提升
你在多色或硬软胶包胶结合工艺中,通常采用二次注塑或双色注塑。二次注塑适合软质TPE与硬质基材(如PP、ABS、PC等)结合,双色注塑则能一次成型多种颜色或材料。你需要经过前期准备、模具安装、注塑成型、后处理与检测等环节,确保产品结合力和性能达标。提升包胶附着力的方法有:
- 对基材表面进行喷砂或打磨,增加粗糙度
- 合理调整注射温度、压力和保压时间
- 控制添加剂和色母料的用量
- 保持适宜的湿度和温度
这些措施可以显著提升软胶手板复模中包胶的牢固度。
按键包胶常见质量缺陷与边缘溢胶问题排查
你在按键包胶过程中,常会遇到边缘溢胶等质量缺陷。主要成因有:
- 模切压力过大或过小
- 刀具不够锋利
- 底板平整度和硬度不达标
- 胶水流动性强或涂布过厚
- 材料型号与粘胶剂不匹配
- 生产环境温湿度控制不当
你可以通过使用锋利刀具、精确控制模切压力、选择合适底板和优化环境条件,有效减少溢胶现象。遇到薄膜材料时,要特别注意胶水用量和流动性,防止溢胶影响产品外观和性能。
软胶手板打样过程监控与工厂案例分享
真空复模全流程质量控制与双重检测

你在软胶手板复模过程中,必须严格把控每一个关键节点。你可以按照以下步骤进行全流程质量控制:
- 数据检查:你要用专业软件分析和修复模型,确保打印顺利。
- 打印监控:设备联网中央系统,实时记录参数,保证一致性。
- 后处理:你要去除支撑、打磨和抛光,每道工序由经验丰富的老师傅把关。
- 终检:你要用三维扫描、尺寸测量、装配测试和外观质检,确保手板质量。
你还可以采用双重检测机制,提升隐患排查和质量保障能力。例如,某装备制造企业应用智能诊断工具后,隐患排查覆盖率提升40%,典型结构性隐患发现率提高至92%。某冶金企业通过岗位风险护照制度,误操作事故同比下降65%,员工安全技能迭代周期缩短至3个月。你通过双重检测,能及时发现问题,提升生产安全和效率。
小贴士:你在真空复模时,主模型创建、模具制作、树脂浇注、固化脱模和后处理,每一步都要严格执行标准,才能保证成品一致性和高合格率。
| 合格率提升 | 净利润增加 |
|---|---|
| 1% | 3% - 5% |
你通过科学的质量控制措施,能显著提升合格率和企业利润。
高难度软胶按键包胶手板加工案例分享

你在高难度按键包胶手板加工时,常遇到结构复杂、材料极性不匹配和边缘溢胶等问题。你可以采用以下方法提升工艺稳定性:
- 优化模具结构,确保分型线清晰,减少错位。
- 调整注塑温度和压力,提升包胶附着力。
- 对基材表面喷砂或打磨,增加粗糙度,增强结合力。
- 实施双重检测,及时发现和处理质量隐患。
你在某次项目中,采用智能监控系统,实时分析设备参数,将预警时间从72小时缩短至8小时。你还引入声波检测技术,精准定位原料输送管道的金属疲劳问题。你通过这些措施,提升了产品质量和生产效率,确保软胶手板复模的每一件成品都能达到客户要求。
你要精准控制软胶手板的邵氏硬度和按键包胶,必须重视材料选择、配比调整和模具设计。你要细致监控每个工艺环节,严格执行质量检测。持续优化工艺参数,能提升产品一致性和客户满意度。
建议:你可以定期复盘工艺流程,及时引入新技术,保持竞争优势。