立科模型公司
立科模型公司
你想获得高品质的硅胶复模母模,必须关注每个工艺环节的规范操作。选择合适的硅胶材料会影响模具精度和稳定性。你需要合理控制固化剂比例,这样模具硬度和固化时间才能达到最佳效果。混合时要慢慢搅拌,避免气泡产生。使用真空泵去除气泡,可以提升细节表现。
- 模具材料决定精度
- 固化剂比例影响硬度
- 真空脱泡提升细节
核心要点
- 选择合适的硅胶材料和合理的固化剂比例,可以提升模具精度和硬度。
- SLA打印母模具有高精度和细节表现,适合制作复杂结构的硅胶复模母模。
- 真空复模适用于小批量生产,能快速复制高精度零件,节省成本和时间。
- 母模表面处理如打磨、抛光和喷砂,可以提升复模件的光滑度和细节清晰度。
- 均匀涂覆脱模剂和严格控制工艺流程,可以避免粘连问题,提升复模成功率。
什么是高品质硅胶复模?从复模母模制作谈起
你想了解高品质硅胶复模,首先要关注复模母模的制作过程。高品质不仅仅是外观好看,更要满足行业标准和实际应用需求。你可以通过以下几个方面判断硅胶复模母模的质量:
- 材料选择与应用能力,能否适配不同产品需求
- 高效的交付能力,是否能跟上产品开发节奏
- 全流程专业服务,从需求到售后都能闭环支持
- 行业案例与市场口碑,证明实力和可靠性
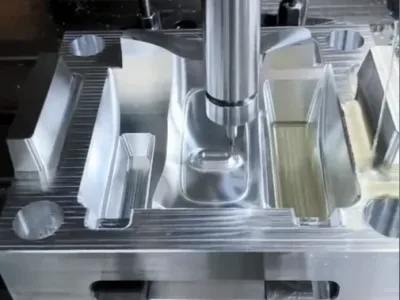
SLA打印母模在快速成型中的核心精度优势
你选择SLA打印母模,可以获得极高的精度和细节表现。SLA技术采用激光固化树脂,层厚可达到25微米,打印复杂结构和细节丰富的零件变得容易。你会发现SLA打印部件的公差通常小于0.05毫米,表面光洁度非常高。这样制作的硅胶复模母模能最大程度还原原型设计,减少后续打磨和修饰工作。
小贴士:你如果需要制作复杂或细节要求高的产品,优先考虑SLA打印母模,能有效提升复模品质。
真空复模在小批量生产中的经济性与适用场景
你在小批量生产时,真空复模是一种经济又高效的选择。硅胶复模母模配合真空注型工艺,可以快速复制多个高精度零件。你无需投入昂贵的金属模具,节省成本和时间。真空复模适用于样品验证、市场测试、定制化生产等场景。你可以灵活调整生产数量,满足不同客户需求。
你掌握了硅胶复模母模的制作要点和SLA打印的精度优势,就能在实际项目中获得更高品质的复模效果。
专业SLA打印母模厂如何优化母模设计与3D打印控制
满足硅胶复模要求的母模结构设计要点与脱模斜度
你在设计硅胶复模母模时,需要关注结构细节。合理的壁厚设计可以提升复模件的强度,避免开裂。加强筋的布局能够增强整体刚性。你要确保原型件的精度,这样硅胶模具的定位才会准确。合理设计芯棒和定位销,可以防止嵌件在复模过程中发生位移。优化模具分型面和浇注系统,有助于减少气泡影响结合力。工程技术团队建议你在侧面微孔的内侧增加微小的拔模斜度,这样不会影响视觉效果,却能显著降低注塑时拉伤的概率。
你如果重视脱模斜度设计,复模成功率会大幅提升,后期加工更顺利。
光固化3D打印参数调整与层线精度控制
你在SLA打印母模时,可以利用先进技术优化打印效果。专业母模厂会采用优化的光波长和可单独配置的UV强度,确保每一层固化均匀。主动冷却LED系统可以稳定打印环境,减少变形。你还可以借助Oqton基于云的人工智能驱动制造操作系统和3D Sprint软件,提升打印精度和效率。调整打印参数,控制层厚和曝光时间,有助于减少层线,提高表面光洁度。你掌握这些技术,能让硅胶复模母模的细节表现更加出色。
- 优化光波长
- 单独配置UV强度
- 主动冷却LED
- 智能制造操作系统
- 3D Sprint软件
决定复模表面质量的关键:母模后处理技巧与表面打磨
手工打磨与抛光如何有效消除3D打印层线

你在制作硅胶复模母模时,常常会发现3D打印表面有明显的层线。这些层线会影响最终复模件的表面质量。你可以用细砂纸进行手工打磨,从粗到细逐步处理。你先用400目砂纸打磨大面积,再用800目和1200目砂纸细致处理细节。你还可以用抛光膏和抛光布,让表面更加光滑。这样处理后,母模表面会变得平整,细节也会更加清晰。你如果认真完成打磨和抛光,后续的硅胶复模件表面会更接近理想状态。
小贴士:你在打磨时要注意力度均匀,避免局部过度磨损。
喷砂与喷油工艺对母模表面粗糙度的调节

你想让母模表面达到不同的粗糙度,可以选择喷砂或喷油工艺。喷砂可以让表面变得均匀、细腻,适合需要哑光或磨砂效果的产品。喷油则可以让表面更光滑,适合高光泽需求。你可以参考下表,了解喷砂和喷油对表面粗糙度的影响:
| 工艺 | 表面粗糙度范围 (Ra) |
|---|---|
| 喷砂 | 3.2-6.3μm |
| 喷油 | 无 |
你根据产品需求选择合适的工艺,就能有效控制母模的表面效果。你如果需要更细致的表面,可以先喷砂再喷油,这样能兼顾手感和外观。
复模母模制作中的防粘模与脱模剂涂覆细节
脱模剂选择标准与均匀涂覆技巧
你在制作硅胶复模母模时,脱模剂的选择非常重要。合适的脱模剂可以有效隔离母模与硅胶,防止粘连。你需要关注以下几个标准:
- 脱模剂必须能隔离模具与试块表面,防止材料粘连。
- 脱模剂不能影响复模件的物理和化学性能。
- 脱模剂要符合环保要求,对人体无害。
- 脱模剂要具备良好的操作性和清洁性。
你在涂覆脱模剂时,要确保涂层均匀。你可以使用软毛刷轻轻刷涂,也可以用喷雾方式覆盖整个母模表面。你要注意不要遗漏细节部位,尤其是复杂结构和凹陷区域。你如果发现涂层过厚,建议用无纺布轻轻擦拭,保证表面光滑。均匀涂覆脱模剂可以提升脱模效率,减少成品损伤。
小贴士:你每次复模前都要重新涂覆脱模剂,避免残留影响下一次操作。
如何有效避免RTV硅橡胶与母模表面粘连
你在硅胶复模过程中,常常会遇到RTV硅橡胶与母模表面粘连的问题。你可以采取以下措施:
- 选择专用脱模剂,确保隔离效果。
- 保证母模表面干净无油污,提前用酒精擦拭。
- 涂覆脱模剂后,等待几分钟让其充分挥发。
- 对于细节复杂的母模,可以多次薄涂脱模剂,避免厚涂导致表面不平整。
- 检查母模表面温度,避免高温影响脱模剂性能。
你如果严格按照这些步骤操作,可以有效避免硅胶与母模粘连,提升复模件的表面质量和脱模效率。你掌握了防粘模和脱模剂涂覆的细节,能让硅胶复模母模的使用寿命更长,复模过程更顺利。
标准的硅胶模具制作与真空复模操作流程

模框围板与模具密封要点
你在制作硅胶复模母模时,模框围板和模具密封非常重要。模具结构设计合理,能保证成品尺寸稳定。你需要选择合适的模线,确保取模方便。模线位置不能影响产品整体效果。你用木板或木方固定模种,防止硅胶流动。油泥隔离时要确保无缝隙,表面光滑。模具强度和刚性不足会导致成品尺寸不稳定。温度和压力变化会影响塑料收缩,进而影响成品质量。你如果采用不合适的模具设计,比如一模多腔,尺寸精度会下降。
小贴士:你要注意加工温度,温度过低会导致成品尺寸收缩过大。
真空浇注工艺与气泡控制技巧
你在硅胶调配时要避免空气混入。搅拌后抽真空,真空度达到-0.1Mpa,保持7-8秒。你将硅胶液从模种最高点滴流倒入,让其自然流淌。每个产品至少刷三层硅胶,每层厚度为1mm。第三层加纱布,增强强度。真空浇注工艺通过真空脱泡技术有效减少气泡,提升产品透明度和强度。合理设计浇口和排气孔可以控制气泡。全自动真空注型机减少人为误差,提高成品一致性。
- 真空脱泡提升透明度
- 浇口与排气孔设计控制气泡
- 自动注型机提升一致性
硅胶模具固化与成品脱模标准
你要掌握硅胶模具的固化时间。硅胶开始凝固时间为20分钟,每层固化后再涂下一层。通常固化时间为4-6小时。你判断脱模时机,以硅胶完全失去粘性为基准。你脱模时动作要轻,避免损伤成品。行业规范要求每层硅胶厚度控制在3-4mm,宽度不超过产品宽度的60mm。你严格按照流程操作,能获得高品质成品。
注意:你要确保每层硅胶完全固化后再进行下一步操作,这样成品表面更光滑,结构更稳定。
复模材料选择与成品表面后处理工艺
类似ABS与PC的工程塑料复模材料选择标准
你在选择复模材料时,可以优先考虑ABS和PC等工程塑料。这些材料适配性强,能模拟最终产品的硬度、透明度和韧性,满足不同测试需求。你通过硅胶复模母模复制原始模型,通常只需3-7天,比传统CNC加工快很多。复模精度可达±0.1mm,细节还原度高,能清晰呈现纹理和卡扣等微小特征。你在小批量生产时,复模单件成本仅为注塑的1/5,无需承担钢模的高额初始投入。设计师可以快速修改母模,生成新版本,迭代便捷。你还可以并行试制多种方案,降低量产阶段的失败概率。
你如果需要开发汽车零部件、消费电子产品、医疗器械、家电或工业设备,复模工艺都能满足你的需求。文创产品的小批量生产也非常适合采用复模方式。
| 材料类型 | 适用场景 | 主要优势 |
|---|---|---|
| ABS | 结构件、外壳 | 强度高、易加工 |
| PC | 透明件、功能件 | 韧性好、耐冲击 |
成品二次固化与最终表面质量检验
你完成复模后,需要进行二次固化处理。这个步骤能提升模型表面质感和机械性能。打印完成后,模型表面会残留未固化的光敏树脂,支撑结构也需要去除。你通过二次固化,可以改善模型的表面硬度和机械性能。固化时间一般为10-30分钟,具体时间要根据树脂类型和模型厚度调整。你在检验成品时,要观察表面是否光滑、无气泡、无裂纹。你还要检查尺寸精度,确保每个细节都符合设计要求。这样处理后,成品不仅外观好看,性能也更稳定。
小贴士:你如果严格执行二次固化和表面检验流程,能大幅提升复模件的品质和使用寿命。
你规范每一步流程,能让硅胶复模母模的品质大幅提升。数据表明,细节把控后,数据错误率降低70%以上,人效提升超过50%。
| 影响因素 | 统计数据 |
|---|---|
| 数据错误率降低 | 70%以上 |
| 库存准确率 | 99.2% |
| 订单响应速度 | 3.7分钟 |
| 人效提升 | 超过50% |
你持续优化工艺,还能获得更多优势:
- 嵌件复模技术提升结合强度
- 包胶复模解决脱胶问题
- 优质材料延长模具寿命
你关注新趋势,比如纳米改性和智能化制造,能让复模水平不断进步。
FAQ
SLA打印母模和FDM打印母模有什么区别?
你用SLA打印母模可以获得更高的表面光洁度和细节表现。FDM打印层线明显,适合粗糙原型。SLA更适合高精度复模需求。
硅胶复模过程中如何避免气泡?
你可以在搅拌硅胶后用真空泵脱泡。倒胶时慢慢倒入,让气泡自然上升。这样可以减少成品中的气泡。
复模母模表面需要做哪些处理?
你需要打磨、抛光母模表面。复杂结构可以喷砂。这样可以让复模件表面更光滑,细节更清晰。
复模材料可以直接用于功能测试吗?
你选择ABS或PC类材料复模,成品可以进行简单功能测试。你如需高强度测试,建议用工程塑料或金属件。
脱模剂多久需要重新涂一次?
你每次复模前都要重新涂脱模剂。这样可以保证脱模顺利,防止硅胶粘连母模表面。