立科模型公司
立科模型公司
你在免喷涂手板制作中常常会遇到色差问题。调色复模工艺帮助你精准还原客户样品的颜色。你可以通过高精度母模和硅胶复模,做到精准配比和均匀混合。你还需要注意充分脱泡和规范固化,这样才能有效减少色差。你控制好环境温度和配比误差,手板颜色会更加稳定一致。
核心要点
- 调色翻模工艺通过精准配比和均匀混合,有效解决免喷涂手板的色差问题。
- 硅胶模具预热和抽真空除气泡可提升材料流动性,减少色差并确保表面均匀。
- 采用PANTONE色卡和色差仪检测,能实现手板颜色的高一致性和精准还原。
- 免喷涂工艺省去喷涂和烘烤步骤,大幅缩短交期并降低小批量生产成本。
- 材质自带色方案提升耐磨性和抗刮伤性能,让手板更美观耐用。
手板色差难题:免喷涂手板厂家面临的传统工艺瓶颈
传统外壳表面喷涂在手板打样中的三大痛点

喷涂漆膜厚度对 3D 结构件装配公差与壁厚的破坏性影响
你在手板打样时经常遇到喷涂漆膜厚度不均的问题。漆膜太厚会让3D结构件的装配公差变得不准确。你发现壁厚变大后,零件之间无法顺利拼接。这样会影响产品的整体性能和外观。
传统喷涂工艺在长期使用中掉漆及暴露素材底色的缺陷
你选择传统喷涂工艺时,手板表面容易出现掉漆现象。使用一段时间后,漆层脱落,底色暴露出来。你会发现产品外观变差,影响客户对手板的认可度。
小贴士:你可以通过调色复模工艺避免漆膜厚度和掉漆问题,让手板颜色更稳定。
手板打样及真空复模过程中导致色差产生的底层原因
不同光源环境对手板表面肉眼对色的视觉误差
你在不同光源下观察手板颜色时,发现颜色会发生变化。自然光、白炽灯、LED灯下,手板表面颜色表现不一致。你用肉眼对色容易产生误差,导致色差难以控制。
基材自带色与表面涂层光泽度对最终色彩表现的干扰
你选择不同基材时,基材自带色会影响表面涂层的颜色。光泽度不同也会让最终色彩表现产生偏差。你需要注意基材和涂层的搭配,才能减少色差。
- 你通过优化调色复模工艺,可以有效解决这些底层色差问题,让手板颜色更加精准。
调色翻模工艺流程全解析:免喷涂手板厂家的控色核心
真空复模调色与硅胶复模的五大标准化工艺步骤
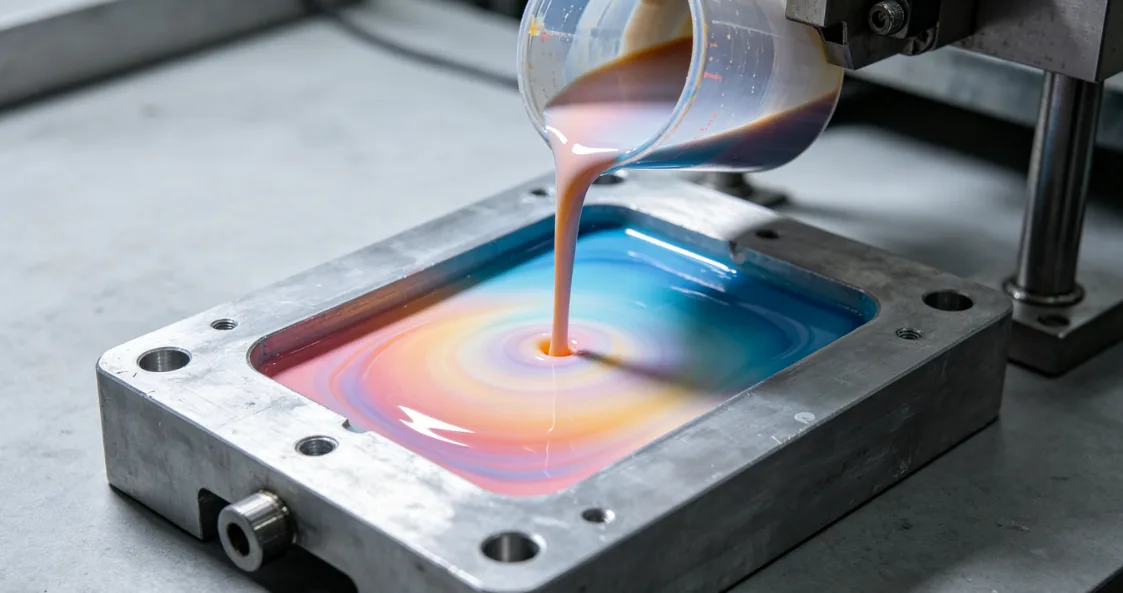
根据 PANTONE 色卡进行液态 PU 材料的基础原色配比
你在调色复模工艺中,首先需要参考PANTONE色卡。你根据客户要求,选择对应色号。你将液态PU材料进行基础原色配比。你要精准称量色母粒和树脂,确保颜色一致。你可以用标准色块进行检测,避免配色误差。
硅胶模具预热温度与抽真空除气泡对原材料密度的影响
你在操作硅胶复模时,必须控制模具预热温度。你预热模具可以提升材料流动性。你抽真空除气泡,减少材料密度变化。你这样做可以让手板表面更均匀,减少色差。你要定期校准设备,保证每次复模的稳定性。
调色复模关键环节的色差控制精细化操作
打样色母粒与液态树脂精密称量的微调技术
你在调色复模工艺中,精密称量色母粒和液态树脂非常重要。你可以采用微调技术,逐步调整配比。你要实时监控色彩变化,使用色差仪检测。你这样可以优化色彩还原,提升手板一致性。
小提示:你可以建立标准化色彩管理流程,定期校准显示器和检测仪器,确保每批手板颜色一致。
解决 ABS 与 PC 级聚氨酯树脂化学固化前后的色偏技巧
你在复模过程中,ABS和PC级聚氨酯树脂固化前后容易出现色偏。你可以通过色彩通道调整和油墨密度控制,减少色差。你要使用ICC特性文件进行色彩空间转换。你这样可以让手板颜色更贴近客户样品,提升复模效果。
- 你通过调色复模工艺,结合标准化流程和精细化操作,可以有效攻克色差难题,让免喷涂手板颜色更加精准稳定。
典型案例:免喷涂手板厂家如何利用调色翻模工艺攻克 PANTONE 色差
某高要求电子产品外壳无色差手板打样项目背景
你在为一家电子产品公司制作外壳手板时,客户对颜色一致性提出了极高要求。你需要让每一批手板都能精准还原PANTONE色卡上的标准色。你发现传统喷涂方法很难做到零色差。你决定采用调色复模工艺来解决这个难题。
你在项目初期,和客户一起确认了三维数模的版本号。你还核对了硅胶母模的编号,确保设计不会因为微调而产生色差。你在模具确认阶段,反复比对样品和色卡,保证每一步都精准无误。
- 你在定制玻璃钢道具时,始终强调色彩还原的一致性。
- 你在首件封样时,选择在自然光和舞台LED灯两种光源下比对PANTONE TPX系列色卡。
- 你这样做可以避免批次之间出现色差,让客户更放心。
采用调色翻模工艺替代传统喷涂的攻坚过程与色差仪数据对比
你在攻坚过程中,首先用色差仪对比首件手板和PANTONE色卡的色值。你发现传统喷涂的色差ΔE值常常超过2.0,达不到客户要求。你采用调色复模工艺后,色差ΔE值稳定在0.8以内,远低于行业标准。
你在生产过程中,调整了液态PU材料的配比。你还优化了硅胶模具的预热温度和抽真空时间。你每次复模后,都用色差仪检测样品,确保颜色稳定。
通过调整工艺参数实现首件手板与大货零件的零色差闭环
你通过反复调整工艺参数,最终实现了首件手板与大货零件的零色差闭环。你在每个环节都严格把控,确保每一批产品颜色一致。你用数据说话,让客户看到免喷涂手板的高品质和高一致性。
小结:你采用调色复模工艺,不仅攻克了PANTONE色差难题,还提升了产品的整体品质和客户满意度。
免喷涂手板厂家的调色翻模工艺核心优势
快速模具小批量生产中的交付周期与综合成本优势
省去后期喷涂烘烤工序大幅缩短手板打样的交期
你选择调色复模工艺后,可以直接在成型阶段获得目标颜色。你不需要再安排喷涂和烘烤工序。这样,你能大幅缩短手板打样的交期。你只需一次成型,就能得到接近最终产品的外观。你可以更快地完成项目,及时响应客户需求。
免去高昂的喷涂治具费用降低小批量打样综合成本
你在小批量生产时,常常会为喷涂治具投入大量资金。你采用调色复模工艺后,可以省去这些费用。你还可以减少修模次数,降低研发资金浪费。你会发现,整体成本明显下降。你可以参考以下优势:
- 设计复杂度不会让成本大幅增加
- 不需要昂贵的模具投入,适合多品种、小批量生产
- 成本降低近七成,效率提升数倍
- 后期修模次数减少,节省研发资金
满足免喷涂高外观要求的材质自带色实际效果

零件整体自带色带来的耐磨损与抗刮伤性能提升
你使用调色复模工艺后,零件本身就带有目标颜色。你不必担心表面掉漆或颜色脱落。你会发现,零件整体自带色让产品更耐磨损,也更抗刮伤。你可以放心地进行装配和测试。你能让客户看到更高品质的手板,提升产品竞争力。
小贴士:你选择材质自带色方案,可以让手板在长期使用中保持美观,减少维护成本。
调色翻模工艺的注意事项与常见问题
保证高精密手板装配公差的硅胶模具寿命管理
你在使用硅胶模具进行多次翻模时,必须关注模具的形变和公差变化。模具使用次数增加后,容易出现尺寸偏差和表面细微变形。你可以通过以下方法进行有效管理:
- 材料化学重组:你在真空注型前加入高分子增强剂或玻璃纤维填充物,可以提升复模件的拉伸强度和冲击强度30%以上。
- 真空注型压力梯度控制:你采用三段式真空排气工艺,能消除硅胶模具内的微小气泡,保证内部结构连贯。
- 精密模具温控补偿:你用3D打印高精度原型,并进行超声波表面强化处理,结合恒温烤箱控制固化曲线,可以将大尺寸配件的公差控制在±0.1mm以内。
- 新能源车企动力总成支架复模项目:你选择特种耐高温韧性聚氨酯材料和优化灌注道设计,复模件通过高频振动试验及盐雾测试,热变形温度可达115摄氏度,节省85%开模成本并缩短4周研发周期。
硅胶模具多次翻模后的形变控制与公差补偿方案
你在每次翻模后,应该用卡尺或三坐标仪检测关键尺寸。发现形变时,你可以通过调整注型压力、优化模具支撑结构或更换新模具来补偿公差。你还可以记录每批次的模具使用次数,及时维护和更换,保证手板装配精度。
规避液态物料因环境和批次导致二次色差的专业建议
你在调色复模工艺中,常常会遇到液态物料因环境和批次不同导致的二次色差。你需要注意以下问题:
- 分散性不足:色母粒中彩色颜料分散不充分会导致着色不均匀。
- 配比误差:色母粒制备过程中测量或混合比例不准确会造成颜色不一致。
- 工艺变化:加工条件变化,如温度波动或螺杆速度变化,会影响颜色分布。
- 树脂干燥不足:树脂未充分干燥,水分会促进颜料迁移,导致渗色。
- 不兼容添加剂:某些添加剂如增塑剂或润滑剂会导致颜料迁移渗色。
- 化学或环境作用:接触某些化学物质或环境因素会引发渗色。
确保不同批次免喷涂手板颜色一致性的标准化车间品质控制流程
你可以建立标准化的品质控制流程,确保每一批免喷涂手板颜色一致。你可以:
- 建立批次色差控制与同批色差控制双重标准。
- 引入在线分光光度计或机器视觉系统进行实时监控。
- 采用SPC(统计过程控制)模型监控关键工艺参数。
- 确保质检环境标准化,包括使用标准光源箱和控制温湿度。
小贴士:你坚持标准化流程和科学管理,可以让调色复模工艺在色差控制和尺寸精度上表现更优异。
你选择调色复模工艺,可以有效解决手板色差难题。免喷涂方案让产品更轻、更环保,像戴森吸尘器外壳一样提升品质和颜值。你在医疗器械、家用电器、汽车零部件等领域都能看到调色复模的应用。你关注工艺细节,产品会更耐用、更美观、更具竞争力。
- 调色复模适合小批量生产,能快速响应设计调整。
- 新型树脂让复模件通过结构强度测试,提升市场表现。