 立科模型公司
立科模型公司
你在选择聚氨酯PU复模硬度时,要关注材料质感的1:1还原。正确的硬度选型可以帮助你更好地模拟真实材料的触感和外观。你应该重视硬度对产品性能的直接影响。你还要注意工艺细节和常见误区,避免因选择不当而影响成型效果。
核心要点
- 选择合适的邵氏硬度,确保材料质感1:1还原。
- 硬度影响产品外观和手感,需根据用途选择。
- 不同材料类型对硬度需求不同,需结合实际应用。
- 考虑产品用途和表面处理工艺,选择合适硬度。
- 避免只看硬度数值,忽略材料综合性能。
聚氨酯PU复模硬度与质感解析:为什么它是1:1还原的关键
邵氏硬度的专业定义与精确测量标准

你在选择聚氨酯PU复模硬度时,首先要了解邵氏硬度的定义。邵氏硬度是一种用来衡量材料表面硬度的标准。你可以通过专用的邵氏硬度计进行测量。测量时,你需要将硬度计的压针垂直压在材料表面。读数越高,说明材料越硬。邵氏硬度分为A型和D型。A型适合测量软质材料,D型适合测量较硬的材料。你在实际操作中要根据产品需求选择合适的测量标准。只有这样,你才能确保聚氨酯PU复模的硬度数据准确,帮助你还原真实材料的质感。
硬度对真空复模手板外观质量与物理手感的影响
你在制作聚氨酯PU复模时,硬度的选择会直接影响产品的外观和手感。硬度变化会带来以下影响:
- 硬度增加时,材料的弹性会降低,手感变得更硬。
- 硬度变化会影响材料的耐磨性,决定产品的使用寿命。
- 硬度还会影响材料的机械强度,进而改变你触摸时的真实感受。
你要根据产品的实际用途选择合适的硬度。比如,外观件需要柔和手感时,你可以选择较低硬度的聚氨酯PU复模。结构件需要高强度时,你可以选择较高硬度的材料。这样,你才能让手板产品在外观和手感上都接近1:1还原真实材料。
影响聚氨酯PU复模硬度选择的核心因素
材料类型与小批量试制应用需求(类ABS、类POM、类PC与软胶)
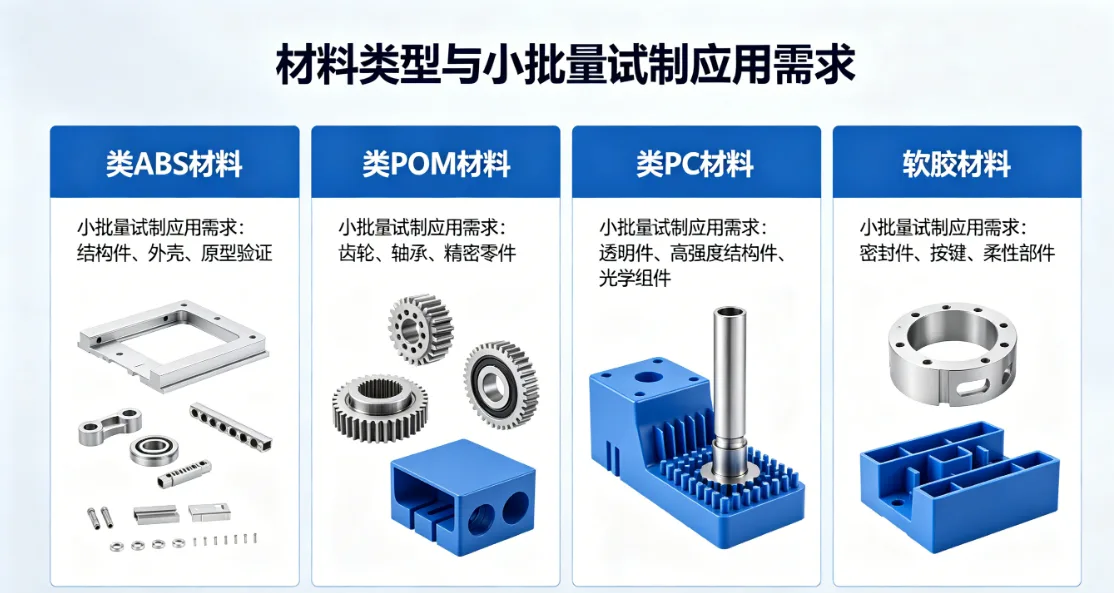
你在选择聚氨酯PU复模硬度时,首先要考虑材料类型。不同材料对硬度的需求差异很大。
- 类ABS材料适合做外壳和支架,这类材料需要较好的韧性和尺寸稳定性。
- 类POM材料适合低摩擦和耐磨场合。
- 类PC材料适合抗冲击和耐高温的功能件。
- 软胶类材料适合需要柔性和软触感的部件,比如密封圈或防滑垫。
你在小批量试制时,材料类型会直接影响聚氨酯树脂的物理性能和硬度表现。选择合适的硬度,可以让样件在实际使用中表现更好,提升耐用性和强度。
产品最终用途与表面后处理工艺的综合配合
你还要根据产品的最终用途来决定硬度。比如,外观件需要柔软手感时,建议选择肖氏A级较低硬度。结构件或功能件需要高强度时,可以选择肖氏D级较高硬度。你还要考虑后续的表面处理工艺,比如喷漆、电镀或抛光。不同的表面处理对硬度有不同的要求,只有硬度合适,后处理效果才会更好。
小贴士:你在选型时,建议结合项目需求,合理选择硬度等级,这样才能让聚氨酯PU复模更贴合实际应用。
硅胶模具脱模剂与复模生产工艺细节对硬度的潜在影响
你在复模生产过程中,工艺细节也会影响硬度的稳定性。母模的质量很重要,表面要经过打磨和抛光。你还要选择合适的PU树脂和固化剂,严格控制固化温度和时间。真空灌注和后处理步骤要细致,避免出现气孔和缺陷。脱模剂的使用也会影响成品表面和硬度表现。只有把控好每一个细节,才能保证产品的物理性能和质量稳定。
快速成型手板厂常用的PU复模硬度区间与应用场景
常见邵氏硬度区间分布(SHORE A与SHORE D的区别)
你在选择聚氨酯PU复模硬度时,要先了解邵氏硬度的两种类型。SHORE A适合测量软质材料,比如橡胶和软聚氨酯。SHORE D适合测量硬塑料和高硬度聚氨酯。你可以参考下表,快速区分两种硬度的适用范围:
| 硬度区间 | 适用材料 |
|---|---|
| SHORE A | 橡胶、聚氨酯 |
| SHORE D | 硬塑料 |
| 20邵氏A - 80-90邵氏D | 聚氨酯的广泛适用性 |
你在实际操作时,可以根据产品的软硬需求,选择合适的硬度区间。这样,你能更好地还原目标材料的真实质感。
结构验证与外观打样的典型应用场景硬度对照
你在做结构验证和外观打样时,不同硬度的聚氨酯PU复模有不同的应用场景。你可以参考以下对照:
- 20-40 Shore A:适合做软胶件,比如密封圈、缓冲垫。
- 50-80 Shore A:适合做有弹性的外观件,比如防滑手柄、保护套。
- 60-80 Shore D:适合做结构件,比如外壳、支架、功能测试件。
小提示:你在选用硬度时,要结合产品的实际用途和手感需求。这样,你能让手板既有真实的外观,也有准确的机械性能。
规避真空复模硬度选择的常见误区
误区一:只看硬度数值,忽略材料的综合机械性能
你在选择PU复模硬度时,不能只关注硬度数值。很多人以为硬度越高,材料就越好。其实,硬度只是材料性能的一部分。你还要考虑拉伸强度、断裂伸长率、耐磨性和抗冲击性。比如,有些产品虽然硬度高,但容易脆裂。你需要结合产品的实际需求,综合分析各种机械性能。这样,你才能选出既有合适硬度,又有良好耐用性的PU复模材料。
小贴士:你可以和手板厂工程师沟通,了解不同硬度PU材料的详细性能参数。这样可以避免只看硬度数值带来的误判。
误区二:脱离产品用途,忽视操作环境对PU复模精度的影响
你在选硬度时,还要考虑产品的实际用途和使用环境。有些人只根据样品外观选硬度,忽略了产品的工作环境。比如,户外产品需要耐高温和耐紫外线,电子零件需要尺寸精度高。如果你忽视这些因素,可能会导致产品变形或老化。你要根据产品的使用场景,选择合适的PU复模硬度和配方。
- 你可以列出产品的主要使用环境
- 你可以测试不同硬度材料在实际环境下的表现
注意:你要提前和客户沟通,了解产品的具体需求。这样可以大大提升复模件的精度和使用寿命。
快速成型手板厂的PU复模硬度选型实操流程与案例

从客户需求到成品的科学硬度选型实操流程
你在聚氨酯PU复模硬度选型时,需要科学转化客户需求为具体参数。通常,你可以按照以下步骤操作:
- 你要让客户先明确目标塑料的性能,比如ABS、POM或PC的特性。
- 你根据这些特性,选择力学性能、硬度、颜色和透明度最接近的PU材料。
- 你通过复模生产的手板,可以在强度、韧性、耐温性和透明度等方面高度仿真目标材料。
这样,你能确保手板的物理表现与量产件一致,方便后续测试和验证。
高精度1:1高性能仿真真空复模成功案例分享
你在实际操作中,常常会遇到不同的复模需求。比如:
- 批量生产时,你应选择高抗撕硅胶,模具壁厚要大于8mm,还可以添加氧化铝或石英粉增强耐磨性。
- 食品级产品,你要用加成型铂金硫化硅胶,硬度控制在邵氏A20-30度,并确保通过FDA认证。
- 精密铸造时,你需控制尺寸公差在±0.1mm以内,分型面错位量不超过0.05mm。
- 你在复模手板时,硅胶粘度要控制在3000-5000cps,硬度邵氏A15-25度,这样可以更好地复刻细微纹理。
- 文物复制或精密手板制作时,建议选用低收缩率硅胶,收缩率应小于0.1%,这样能确保表面纹理1:1还原。
这些经验可以帮助你在不同场景下实现高精度仿真。
控制手板缩水率与尺寸公差的细节注意事项
你要想获得高精度的聚氨酯PU复模手板,需要关注以下细节:
- 原型制作时,你可以用CNC加工或3D打印,确保结构和表面处理到位。
- 制作硅胶模具时,你要将硅胶均匀倒入母版周围,并用真空去除空气,固化后形成高精度型腔。
- 复制产品时,你应在真空室内倒入树脂并固化,这样能最大程度保证产品的尺寸精度。
你只要把控好每一步,就能有效控制手板的缩水率和尺寸公差,提升最终成品的一致性和可靠性。
你在选择聚氨酯PU复模硬度时,要结合实际需求和应用场景。你可以参考以下要点:
- 关注关键工艺和参数,比如浇注型、热塑性注塑和反应注射成型。
- 理解材料的弹性和强度,注意耐磨性。
- 明确产品属于工业、汽车、运动休闲或医疗设备等领域。
- 考虑原材料成本、制品尺寸和模具费用。
你可以多参考流程、表格和案例,避免常见误区,实现1:1还原真实质感。


