立科模型公司
立科模型公司

你想了解透明复模打样如何做到无气泡不发黄吗?高透PU浇注工厂会严格选择类PC/PMMA高透PU材料,控制环境温度,使用真空脱泡技术。你可以看到工厂优化浇注流程,处理硅胶模具,合理进行后处理。这样,你能获得高透明度、表面光洁、耐黄变的汽车导光柱样品。
核心要点
- 选择类PC/PMMA高透PU材料,确保透明度和耐黄变性能,提升产品质量。
- 保持环境恒温,使用真空脱泡技术,减少气泡产生,确保成品一致性。
- 采用硅胶模具翻模技术,快速复制母模结构,满足小批量生产需求。
- 进行精密检测,确保透明度和表面光洁度符合光学级标准,提升产品竞争力。
- 通过优化工艺流程和严格控制材料,提升透明复模打样的良品率,满足高标准应用。
透明复模打样核心关键因素与高透PU选择
类PC/PMMA高透PU树脂材料的性能考量
你在选择透明复模打样材料时,应该关注透光率和耐黄变性能。下表展示了常见材料的透光率对比:
| 材料类型 | 透光率范围 | 备注 |
|---|---|---|
| TPU | 85%-92% | 优于普通聚氨酯,接近PMMA |
| PMMA | 92%-95% | - |
| 普通聚氨酯 | 70%-80% | - |
你可以通过添加UV稳定剂,显著提升TPU的耐黄变性能。TPU在户外应用中,寿命可达5-8年,适合汽车导光柱等高要求场景。
环境恒温控制与真空脱泡处理技术
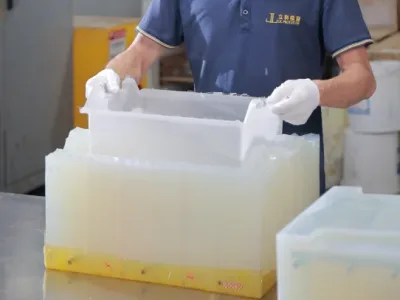
你在透明复模打样过程中,需要保持环境恒温,防止材料性能波动。真空脱泡技术可以有效减少气泡。你可以通过合理设计浇口和排气孔,让硅胶顺利流动并排出空气。全自动真空注型机还能减少人为误差,提高成品一致性。优化模具结构和工艺参数,也能进一步减少气泡缺陷。
快速模具制造中的硅胶模具翻模处理
你在快速模具制造时,硅胶模具翻模能高效复制母模结构。行业标准如下:
| 标准类型 | 精度值 |
|---|---|
| 标准公差 | ±0.15mm/100mm |
| 最高精度 | ±0.05mm |
你可以根据不同材料需求,选择适合的硅胶模具,实现透明度、表面光泽和功能验证的多样化。
恒温烘烤固化与后处理抛光工艺

你在固化和后处理阶段,可以采用精密研磨和超声波清洗,彻底清除微小灰尘颗粒。底漆喷涂能填充微孔,为面漆提供良好附着力。蒸汽平滑处理让表面短暂熔融,粗糙度从Ra 25μm降至Ra 6.3μm以下,显著提升透明复模打样的表面光洁度。
高透PU浇注工厂的透明复模打样流程与小批量生产优势
原型手板制造到硅胶翻模打样的完整制作流程
你可以先用3D打印或CNC加工制作原型手板。原型手板经过表面处理后,作为母模进入硅胶翻模阶段。你将硅胶倒入母模,等待固化。固化后,取出硅胶模具。你可以用高透PU材料进行透明复模打样,注入硅胶模具,完成固化和脱模。你会发现整个流程简单高效,适合快速验证设计和功能。
小批量塑料件试制的成本效率与打样周期对比
你在小批量塑料件试制时,硅胶翻模技术带来明显周期优势:
- 短时间内完成模具制作和产品复制,满足小批量生产需求。
- 制作数量增加后,每件的模具费和原型费分摊更低,单件成本下降。
- 交期根据加工数量而定,数量越多,复模时间相对缩短,整体周期优势突出。
你可以用透明复模打样快速获得样品,节省开发时间和成本。
汽车零部件与光学级透明件的应用场景扩展
你会发现高透PU透明复模打样在多个领域都有应用:
- 汽车照明部件常用透明丙烯酸(PMMA)和聚碳酸酯(PC)材料。
- 家电、压缩机和显示器等透明零件也采用透明复模打样技术。
- 设计人员利用透明部件实现光学功能,查看内部结构或提升美观度。
你可以根据不同需求,选择适合的透明复模打样方案,满足多样化应用场景。
汽车导光柱透明复模打样案例与质量检测标准

光学级透明度与表面光洁度的检测标准
你可以通过专业检测设备评估导光柱的透明度和表面光洁度。透明度检测通常采用分光光度计,测量透光率是否达到90%以上。表面光洁度检测使用粗糙度仪,确保Ra值低于6.3μm。下表展示常见检测标准:
| 检测项目 | 标准值 | 检测工具 |
|---|---|---|
| 透光率 | ≥90% | 分光光度计 |
| 表面粗糙度 | ≤6.3μm | 粗糙度仪 |
你可以根据这些标准判断透明复模打样成品是否满足光学级要求。
高透PU浇注工厂的汽车导光柱翻模技术案例
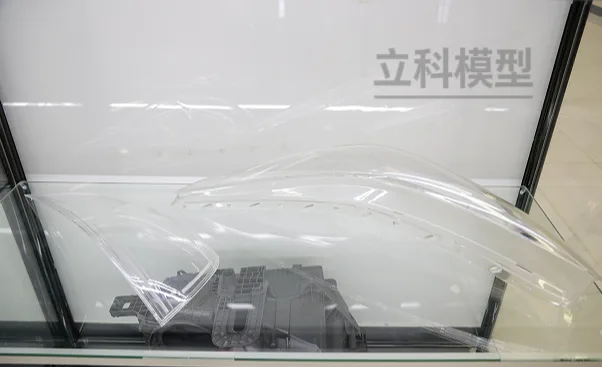
你在高透PU浇注工厂可以看到导光柱透明复模打样的实际案例。工厂采用高透PU材料,结合真空脱泡和恒温固化工艺,生产出无气泡、不发黄的导光柱。你会发现成品透明度高,表面光滑,适用于汽车照明系统。工厂还会根据客户需求调整模具结构,提升产品精度和一致性。
你可以通过透明复模打样快速验证设计方案,缩短开发周期,提升产品质量。
成品光学数据对比与精密数据分析
你可以采用以下方法对透明复模打样成品进行精密数据分析:
- 进行二次元尺寸检测,确保产品尺寸精准,避免装配时出现问题。
- 进行结构和功能测试,验证导光柱的性能。
- 通过检测及时发现并修正问题,提升交付合格率。
- 实时监控和数据分析,帮助优化工艺参数,持续提升品质。
你可以通过这些步骤获得详细的光学数据,确保导光柱成品满足高标准要求。
透明复模打样常见缺陷分析:无气泡与抗黄变控制

真空复模工艺中的气泡产生原因与真空脱泡分析
你在透明复模打样时,常常会遇到气泡问题。气泡会影响产品的透明度和强度。你可以通过以下几个方面分析气泡的产生原因:
- 材料本身的特性,比如树脂的含湿量和粘度,会直接影响气泡的形成。
- 工艺参数不合理,比如温度和压力设置不当,会让气泡难以排出。
- 模具设计不完善,排气系统不合理,容易让气泡残留在产品内部。
- 操作流程不规范,比如材料铺放不当,也会增加气泡风险。
你可以采用真空脱泡技术来减少气泡。下表展示了在LED封装等领域,采用负压控制后气泡率的变化:
| 应用领域 | 传统气泡率 | 采用负压控制后的气泡率 |
|---|---|---|
| LED封装 | 3-5% | 0.1%以下 |
| 电子元件灌封 | N/A | N/A |
你会发现,真空脱泡技术能大幅降低气泡率,提升产品质量。
抗UV/抗黄变聚氨酯材料的发黄现象预防与固化控制
你在制作透明复模打样时,还要关注材料的抗黄变性能。高温、高湿和强紫外线环境会加速聚氨酯的发黄。比如在华南地区夏季,平均温度32.5℃,相对湿度78%,年UV-B辐照量高达4,200 MJ/m²,这些条件会让材料的性能下降,剥离强度降低52%。
你可以通过以下实验方法检测材料的抗黄变性能:
- 氙灯老化试验,模拟阳光照射,测量黄度指数。
- 紫外线加速老化试验,评估抗紫外线能力。
- 热老化试验,在恒温环境下检测黄度变化。
你还需要关注光照强度、温度、湿度和照射时间等参数。黄度指数(yi)越小,说明材料越不容易发黄。
次品补救措施与量产良品率提升方案
你在生产过程中,难免会遇到次品。你可以采取以下措施补救:
- 对有轻微气泡的产品进行局部修补或二次抛光。
- 严格控制原材料的存储和预处理,减少含湿量。
- 优化模具排气设计,确保气体顺利排出。
- 规范操作流程,定期培训操作人员。
你通过这些方法,可以有效提升透明复模打样的良品率,满足汽车导光柱等高标准应用需求。
你可以通过选择高透PU材料、优化工艺流程、控制环境温度和湿度、严格检测产品质量,实现透明复模打样无气泡不发黄。你会发现专业工厂拥有先进设备和丰富经验,能为你提供高标准透明件解决方案。
你如果想提升产品品质和开发效率,建议选择专业透明复模打样服务,让你的汽车导光柱更具竞争力。