 立科模型公司
立科模型公司

在真空浇注加工过程中,你常常会遇到缩水问题。主要原因包括:
- 泡沫模遇热变形,导致模具尺寸缩小;
- 浇注时金属液与模具温差过大,表面急速收缩;
- 真空度波动影响铸型强度,引发变形。
缩水不仅让产品尺寸偏小,还可能影响性能。不同材料收缩率差异明显,例如TPE-S(SEBS基)收缩率可达3.0%以上,TPV则表现出更好的尺寸稳定性。你只有有效控制缩水,才能保证产品的精度与可靠性。
核心要点
- 了解材料的冷却与固化收缩特性,提前补偿尺寸误差,确保产品精度。
- 优化模具设计,关注浇口位置、流道平衡和冷却均匀性,减少缩水问题。
- 持续监控工艺参数,如温度和保压压力,及时调整以控制缩水率。
- 选择合适的材料和添加剂,确保成品尺寸稳定,减少表面缺陷。
- 科学计算复模收缩率,灵活调整模具尺寸,提升设计精度和一致性。
真空浇注加工缩水原因
材料冷却与固化收缩
你在真空浇注加工过程中,首先会遇到材料冷却与固化收缩的问题。塑料熔体注入模具后,随着温度降低,分子链的热运动减弱,体积自然收缩。
- 热胀冷缩现象:材料在高温下体积膨胀,冷却至室温时体积收缩明显。
- 相态与结构变化:结晶性材料如聚乙烯、聚丙烯在冷却过程中分子链段重排,形成有序结构,空间被压缩,导致更大的体积收缩。
你需要注意,不同材料的冷却收缩率差异很大。结晶性塑料收缩率通常高于非结晶性塑料。例如,聚乙烯的收缩率远高于聚苯乙烯。模具温度和熔体温度越高,结晶度越大,收缩率也会随之增加。保压压力不足会让收缩率进一步增大。制品形状和尺寸也影响收缩表现,厚壁部分冷却慢,收缩率更大,薄壁部分冷却快,收缩率较小。
你在设计产品时,必须充分考虑材料的物理特性和冷却过程,预计收缩率约为+0.15%,以便提前补偿尺寸误差。
模具设计与结构影响
模具设计直接决定了真空浇注加工的成品尺寸和收缩表现。你需要关注以下结构因素:
- 浇口位置与类型:决定熔体流动路径和保压压力传递效果。
- 流道尺寸与平衡:影响熔体流动阻力和压力分布,流道不平衡会导致保压压力不足,无法有效补偿收缩。
- 冷却均匀性:冷却回路设计不合理会造成温度不均,产生收缩差异。
- 浇口形式:小浇口容易让塑件收缩率增大。
- 分型面设计:影响料流方向和密度分布,进而影响收缩表现。
你还要注意模具的制造误差和磨损,这些因素会影响成品尺寸精度。模具制造误差约占成品尺寸误差的1/3,模具磨损约占1/6,成型件收缩不均也占1/3,预定收缩与实际收缩不一致约占1/6。你在设计模具时,必须综合考虑这些误差来源,确保产品尺寸稳定。
环境与工艺条件

你在真空浇注加工过程中,环境和工艺条件同样影响缩水表现。
- 温度控制:模具温度和树脂温度决定冷却速度和结晶度,温度波动会导致收缩率变化。
- 保压压力:足够的保压压力可以减少体积收缩,压力不足则收缩率增大。
- 真空度:真空环境有助于排除气泡,提高铸型密度,但真空度波动会影响铸型强度,导致变形和尺寸偏差。
- 制品几何结构:壁厚不均匀、复杂结构会让冷却速度不同,产生局部收缩差异。
你需要持续监控环境和工艺参数,结合主模型精度、几何结构和材料特性,合理预估收缩率,提前补偿尺寸误差。这样才能保证真空浇注加工的成品尺寸和性能稳定。
常见缩水问题表现

尺寸偏小与形状变形
你在真空浇注加工过程中,经常会发现制品尺寸偏小或形状发生变形。这些问题通常与注射、保压时间、冷却时间和模具温度有关。
- 注射和保压时间不足会导致模腔压力不够,制品容易出现变形。
- 冷却时间设置不合理,过长或过短都可能让成型品变形。
- 模具温度不均匀会造成局部收缩,导致尺寸不稳定。
- 塑料收缩程度不同,受机台、模具和加工条件影响,制件尺寸波动明显。
你需要根据实际情况调整工艺参数,才能有效减少尺寸偏小和形状变形的问题。
表面缺陷与气孔问题
缩水还会导致表面缺陷和气孔问题。塑料在冷却过程中体积收缩,容易让制品表面出现凹陷或孔洞。
- 模具补料压力不足、补料时间不够、壁厚不均匀、冷却速率过快,都会让表面产生缩水现象。
- 气泡和气孔主要是因为残留气体或水分未能完全排出,常见原因包括原料含水率高、模具排气不良、注射速度过快。
- 厚壁注塑件更容易出现表面凹陷和内部空洞。
你可以通过原料预处理、严格烘干、优化模具排气设计等措施,减少表面缺陷和气孔问题。
材料差异对缩水的影响
不同材料的物理性质会直接影响缩水表现。你在选择材料时要注意:
- 材料硬度高,缩水率较小;软质材料缩水率较大,主要受高分子链排列和交联程度影响。
- 结晶性材料冷却时分子链有序排列,体积收缩明显;非结晶性材料缩水较小。
- 聚合物链越长、分子量越大,缩水可能性越高。
聚合物种类决定了材料的热性能和机械性能,影响加热和冷却过程中的缩水行为。你需要根据产品需求选择合适的材料,才能有效减少缩水问题。
真空浇注加工控制方法
模具设计与尺寸补偿
你在设计模具时,必须根据材料的缩水率对模具尺寸进行合理补偿。常用方法包括:
- 按照预计缩水率放大原型尺寸。例如,若缩水率为0.2%,模具尺寸应放大至100.2mm,以保证成品尺寸准确。
- 对于复杂结构,采用分段补偿策略。凹凸部位根据实际收缩方向分别调整尺寸,避免局部变形。
- 根据不同材料的缩水特性调整模腔尺寸。比如,聚丙烯(PP)产品设计尺寸为100mm时,模腔尺寸需放大至101.5~103mm,确保成品尺寸符合要求。
此外,模具设计时应优化浇口位置和流道平衡,保证熔体均匀充填和保压压力传递。合理设计分型面和增加脱模斜度,有助于减少成型应力和变形。你还应关注模具制造精度和磨损情况,定期维护模具,保证尺寸稳定。
工艺参数优化
调整工艺参数是控制缩水的关键环节。你可以从以下方面入手:
- 增加注射压力,确保熔体充分填充模腔,减少空洞和缩水。
- 延长注射时间和保压时间,提升保压效果,补偿冷却收缩。
- 调整注射速度,避免过快导致熔体冷却不均匀。
- 控制模具温度,保持稳定且适宜的温度,促进均匀冷却。
- 适当增加冷却时间,防止过早脱模引起变形。
同时,优化壁厚设计,避免厚薄不均造成局部收缩差异。改进流道和浇口设计,减少流动阻力和压力损失。增加脱模斜度,降低脱模时的应力集中。你还可以采用退火处理,缓解内应力,提升尺寸稳定性。加强生产过程监控,及时调整参数,确保工艺稳定。
材料选择与添加剂
材料本身对缩水影响显著。你应优先选择尺寸稳定性好的优质硅橡胶材料,这类材料分子结构均匀,收缩率低,成品尺寸更准确。
添加剂的合理使用也能有效控制缩水:
- 脱模剂能降低模具与制品的粘附力,减少脱模时的变形和损伤。
- 预热树脂有助于提高熔体温度均匀性,减少冷却不均导致的收缩差异。
- 调整增塑剂和填充物比例,改善材料流动性和收缩性能。
你应根据产品性能需求和加工条件,选择合适的材料配方,确保成品质量和尺寸稳定。
固化温度与时间控制
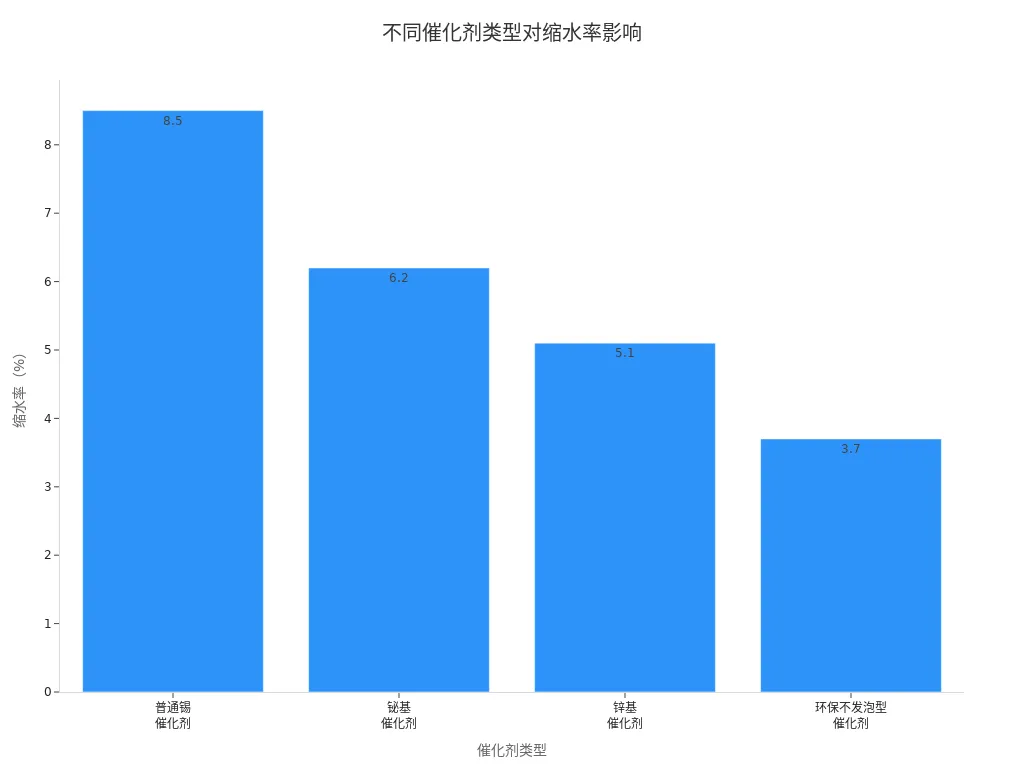
固化过程对缩水率影响巨大。不同催化剂和固化条件会导致收缩率和表面质量差异明显。下表展示了不同催化剂类型对应的缩水率和表面质量:
| 实验编号 | 催化剂类型 | 是否发泡 | 水解稳定性 | 收缩率(%) | 表面质量 |
|---|---|---|---|---|---|
| a | 普通锡催化剂 | 是 | 差 | 8.5 | 有气泡、缩痕 |
| b | 铋基催化剂 | 否 | 中 | 6.2 | 光滑但轻微收缩 |
| c | 锌基催化剂 | 否 | 好 | 5.1 | 表面光滑,无缺陷 |
| d | 环保不发泡型催化剂 | 否 | 极好 | 3.7 | 完美,无肉眼可见缺陷 |
你应选择环保不发泡型催化剂,配合合理的固化温度和时间,降低缩水率,提升表面质量。
此外,控制固化温度避免过高或过低,保证材料充分交联且不产生过度收缩。固化时间应根据材料特性调整,确保完全固化同时避免长时间固化引起的尺寸变化。
真空环境与排气措施
真空环境对减少气泡和提高成品密度至关重要。你应保持稳定的真空度,确保模具内气体充分排出,避免气孔和表面缺陷。
排气设计同样重要。合理设置排气槽和排气孔,保证熔体流动过程中气体顺利排出。排气口位置应靠近流动末端和厚壁区域,防止气体滞留。
你还可以采用预抽真空和多级真空控制技术,提升排气效率。使用优质脱模剂,降低模具与制品间摩擦,减少脱模时的应力和变形。
通过以上措施,你能有效控制真空浇注加工中的缩水问题,提升产品尺寸精度和表面质量。
复模收缩率计算与应用
复模收缩率概念
你在复模过程中会遇到材料体积变化,这就是复模收缩率。
- 复模收缩率指材料在固化或冷却时发生的体积变化。
- 预计收缩率一般为+0.15%。
- 优质液体模具硅胶的收缩率通常控制在0.1%~0.3%,每10厘米模型形变不超过0.03毫米。
- 不同材料收缩率不同,收缩率越高,尺寸精度越难保证。
计算方法简述
你可以根据不同材料的特性选择合适的收缩率。常见材料的收缩率如下:
- 普通类ABS树脂:0.3%~0.5%,适合结构件和外观件。
- 类PP/PE树脂:0.5%~0.8%,固化时收缩明显。
- 类PC/PMMA树脂:0.2%~0.4%,尺寸稳定性好。
- 软胶/弹性体(如TPU):0.8%~1.2%,受温度影响大。
你在设计时应根据材料类型,提前计算并补偿收缩率,确保成品尺寸准确。
测量与校正技巧
你可以通过实际测量和调整,提升模具精度。
| 步骤 | 结果 |
|---|---|
| 使用2%的均匀缩放因子制作蜡模 | 符合预期公差,但部分部位精度可提升 |
| 采用不均匀缩放因子(X:2.2%,Y:2.3%,Z:2.7%)重新打印蜡模 | 整体尺寸合规性提升约14% |
| 精度缩放模具的结果 | 超出预期,减少主加工工序,降低生产成本 |
你可以根据测量结果,灵活调整缩放因子,针对不同方向进行补偿,进一步提升尺寸精度。
模具设计中的应用
你在模具设计时,应将复模收缩率数据应用到尺寸调整中。
- 在设计软件中选择“收缩”功能,输入收缩率数值。
- 选择合适的收缩公式,决定收缩应用顺序。
- 输入正收缩率可放大尺寸,负收缩率则缩小尺寸。
- 针对复杂结构,可分方向设置不同收缩值。
- 应用后,检查收缩信息,确保尺寸调整准确。
你应避免对包含外部参考或导入数据的模型整体收缩,防止尺寸误差累积。
通过科学计算和实际测量,你能有效控制复模收缩率,提升模具设计的精度和成品的一致性。
你可以通过以下措施有效控制缩水:
- 优化模具结构,采用均匀壁厚设计,避免厚薄突变,合理设置流道与浇口,均衡冷却区域。
- 标准化工艺流程,实时监控温度、压力等参数,持续改进并培训操作人员,提升整体质量。
在真空浇注加工过程中,你常常会遇到缩水问题。主要原因包括:
- 泡沫模遇热变形,导致模具尺寸缩小;
- 浇注时金属液与模具温差过大,表面急速收缩;
- 真空度波动影响铸型强度,引发变形。
缩水不仅让产品尺寸偏小,还可能影响性能。不同材料收缩率差异明显,例如TPE-S(SEBS基)收缩率可达3.0%以上,TPV则表现出更好的尺寸稳定性。你只有有效控制缩水,才能保证产品的精度与可靠性。
核心要点
- 了解材料的冷却与固化收缩特性,提前补偿尺寸误差,确保产品精度。
- 优化模具设计,关注浇口位置、流道平衡和冷却均匀性,减少缩水问题。
- 持续监控工艺参数,如温度和保压压力,及时调整以控制缩水率。
- 选择合适的材料和添加剂,确保成品尺寸稳定,减少表面缺陷。
- 科学计算复模收缩率,灵活调整模具尺寸,提升设计精度和一致性。
考虑这些误差来源,确保产品尺寸稳定。
复模收缩率计算与应用
复模收缩率概念
你在复模过程中会遇到材料体积变化,这就是复模收缩率。
- 复模收缩率指材料在固化或冷却时发生的体积变化。
- 预计收缩率一般为+0.15%。
- 优质液体模具硅胶的收缩率通常控制在0.1%~0.3%,每10厘米模型形变不超过0.03毫米。
- 不同材料收缩率不同,收缩率越高,尺寸精度越难保证。
计算方法简述
你可以根据不同材料的特性选择合适的收缩率。常见材料的收缩率如下:
- 普通类ABS树脂:0.3%~0.5%,适合结构件和外观件。
- 类PP/PE树脂:0.5%~0.8%,固化时收缩明显。
- 类PC/PMMA树脂:0.2%~0.4%,尺寸稳定性好。
- 软胶/弹性体(如TPU):0.8%~1.2%,受温度影响大。
你在设计时应根据材料类型,提前计算并补偿收缩率,确保成品尺寸准确。
测量与校正技巧
你可以通过实际测量和调整,提升模具精度。
| 步骤 | 结果 |
|---|---|
| 使用2%的均匀缩放因子制作蜡模 | 符合预期公差,但部分部位精度可提升 |
| 采用不均匀缩放因子(X:2.2%,Y:2.3%,Z:2.7%)重新打印蜡模 | 整体尺寸合规性提升约14% |
| 精度缩放模具的结果 | 超出预期,减少主加工工序,降低生产成本 |
你可以根据测量结果,灵活调整缩放因子,针对不同方向进行补偿,进一步提升尺寸精度。
模具设计中的应用
你在模具设计时,应将复模收缩率数据应用到尺寸调整中。
- 在设计软件中选择“收缩”功能,输入收缩率数值。
- 选择合适的收缩公式,决定收缩应用顺序。
- 输入正收缩率可放大尺寸,负收缩率则缩小尺寸。
- 针对复杂结构,可分方向设置不同收缩值。
- 应用后,检查收缩信息,确保尺寸调整准确。
你应避免对包含外部参考或导入数据的模型整体收缩,防止尺寸误差累积。
通过科学计算和实际测量,你能有效控制复模收缩率,提升模具设计的精度和成品的一致性。
你可以通过以下措施有效控制缩水:
- 优化模具结构,采用均匀壁厚设计,避免厚薄突变,合理设置流道与浇口,均衡冷却区域。
- 标准化工艺流程,实时监控温度、压力等参数,持续改进并培训操作人员,提升整体质量。
持续监控和灵活调整能帮助你及时发现异常,优化生产过程,减少不良品。
持续监控和灵活调整能帮助你及时发现异常,优化生产过程,减少不良品。







